
After a long break from working on the watch, I now have the Hauser 333 up and running for cutting pinions. The last step in Continue reading Success cutting a pinion
Category Archives: Watchmaking
Preparing pinion blanks
Steps to prepare a blank for cutting teeth using the Hauser 333. The blank must be 12mm long from the points of the male centres, with at least a 5mm length reduced below the root diameter in order to give cutter clearance.
- Use 1/8″ O1 steel rod for pinions around 2mm diameter;
- Extend the rod about 15mm from the face of the collet;
- Using the left hand tool, cut a male centre on the end of the rod down to a fine point;
- Swap to the right hand tool and face the end, near the point, setting the collar to indicate zero;
- Rough turn down to approx 1.25mm diameter for a length of 5mm (this is needed for cutter clearance on the Hauser 333);
- Turn the roughed part down to the arbor diameter, probably 0.8mm, for a length of 5mm. This is one end complete;
- From the shoulder, rough turn a short length down to approx 2.1mm;
- From the shoulder, turn a 0.25mm length for the wheel rivet at 1.24mm diameter;
- From the shoulder, rough turn the blank to approx 2.1mm diameter for a total length of 12mm;
- From the shoulder, turn down to pinion full diameter (1.91mm for 12 leaf 0.14 module pinion) plus approx 0.03mm, for at least the length of the pinion teeth;
- Swap to the left hand tool and turn down the left hand arbor, cutting the pinion down to length;
- Swap to the right hand tool and use it to part off the blank, forming a male centre in the process.
Pinion cutting on the Hauser 333
Having discovered that accurate centring of the cutter is critical when cutting pinions on the Aciera F1, I decided that it was time to set the Hauser 333 up as a dedicated pinion cutting machine. This would mean that the F1 was freed up for other jobs and that I would (hopefully) not have to go through the long process of centring a pinion cutter again.
The Hauser has power feed in 4 separate axes but for this first test I did not want it to move in Z (depth of cut) or Y (cutter centring). The belt driving the cams was turned by hand to get the axes at the extremes of travel.
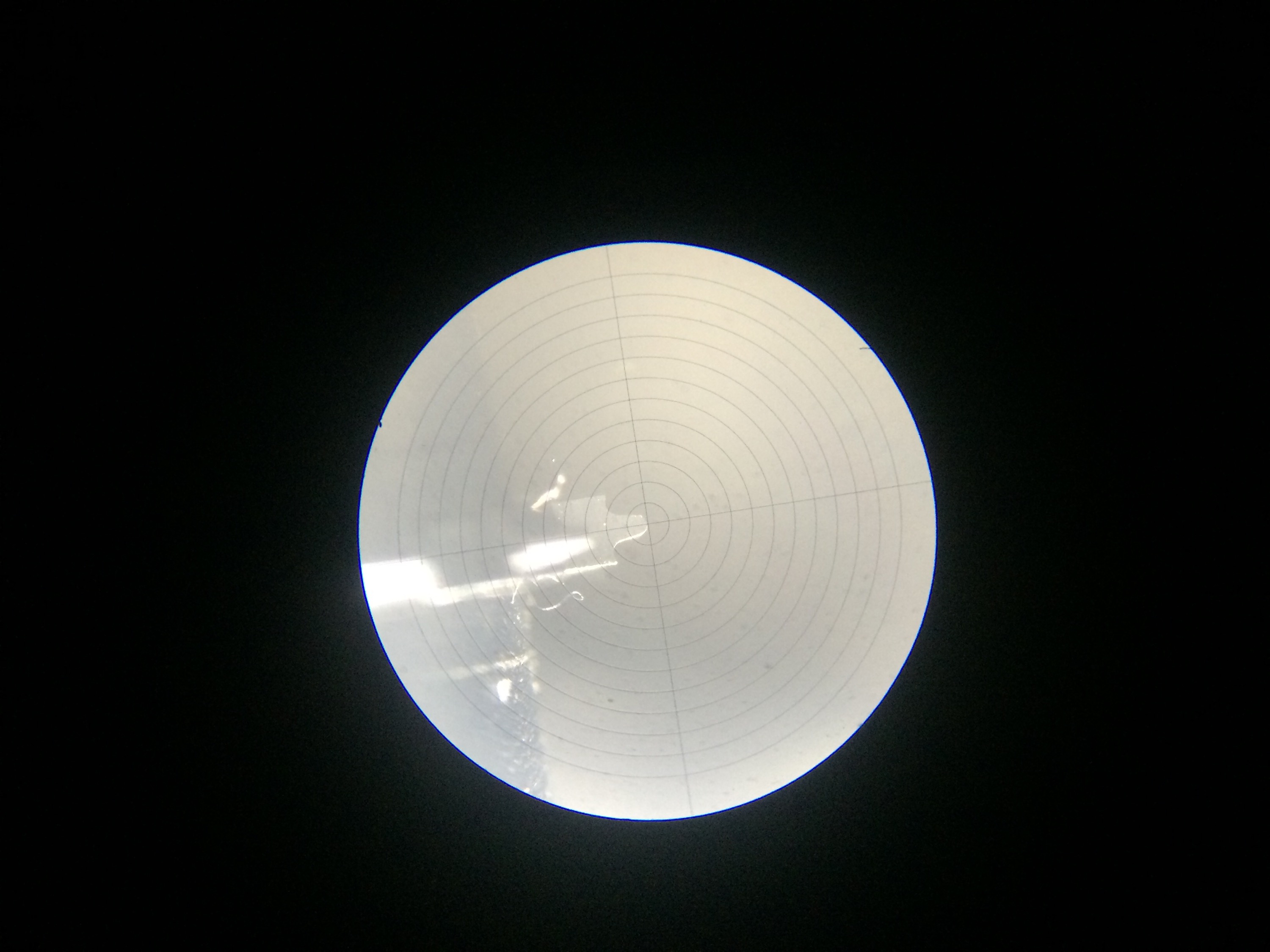
The W12 centring scope was put into the workholding spindle and the cutter centred as accurately as I could, before clamping the gib strip tight. The position of the workpiece spindle would need adjusting later so that the cutter made the correct length of cut.
The centring scope was replaced by a collet holding a brass blank; brass was used for this and subsequent trials so that full depth cuts could be taken in a single pass.

The result was very satisfying, with good centring of the cutter achieved after a few minor modifications of the cutter axis position.
Since the pinion blank was being prepared on the lathe and then transferred to the pinion cutter, I decided to set up for cutting between centres. This should help maintain concentricity of all the various operations. I also decided to start using the power feed on the cutter axis, so that the cutter moved out of the way after the teeth had been cut.

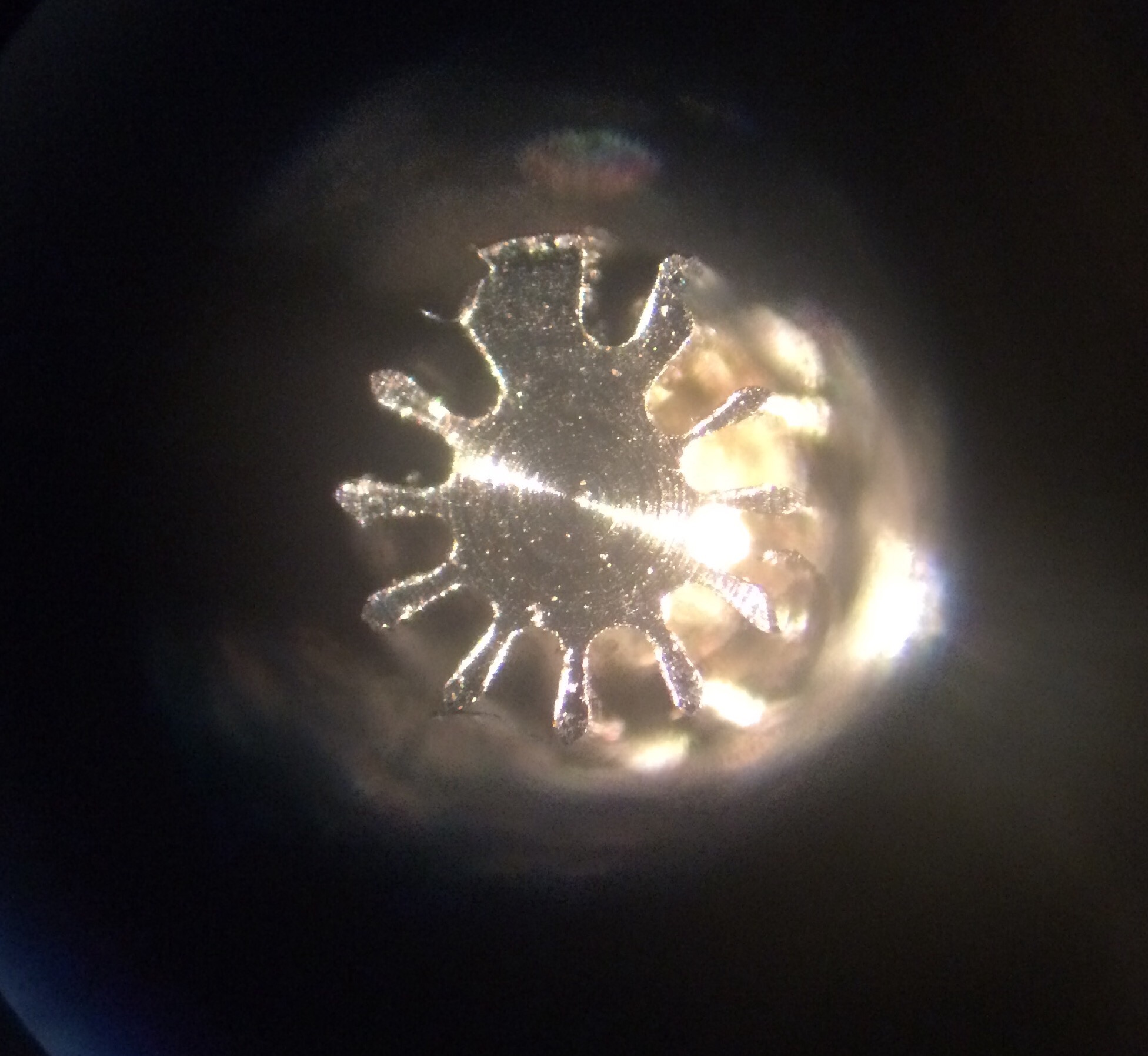
A few unsuccessful trials with uneven leaves led me to suspect that something was up with the alignment of the tailstock, the movement of the cutter axis, or even both:
It didn’t take long to realise from a side view of the pinion that the tailstock was off centre, giving a helical pinion. What was harder to spot was the pattern in leaf irregularities; in the above photo every 4th leaf is much more deformed than its neighbours (see the leaf at about 11 o’clock). This could only mean one thing: the lobes in the driving cam were uneven.
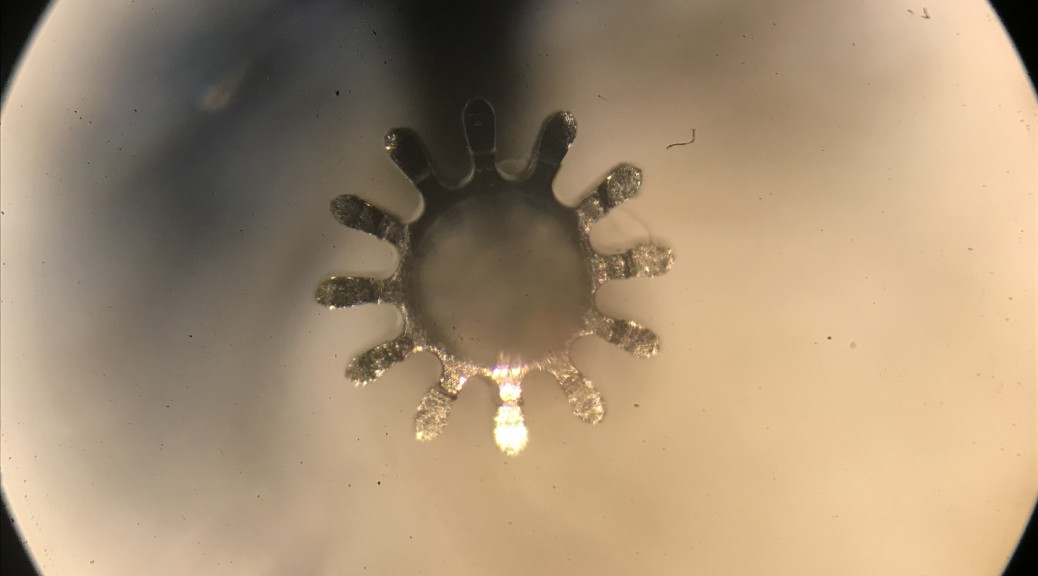
Once I established that the cam that drives the cutter axis forward has lobes of different heights and was therefore causing the cutter to be off-centre for 3 out of 4 the cuts, I decided to lock this axis once again. Again the workpiece was held in a collet and again it was simple to centre the cutter as the cutting progressed around a trial pinion; the final leaf cut appears at about 10 o’clock in the following photo:
The depth of cut is quite possibly not correct in this trial but since the blank wasn’t accurately turned to size this isn’t a fair test piece.
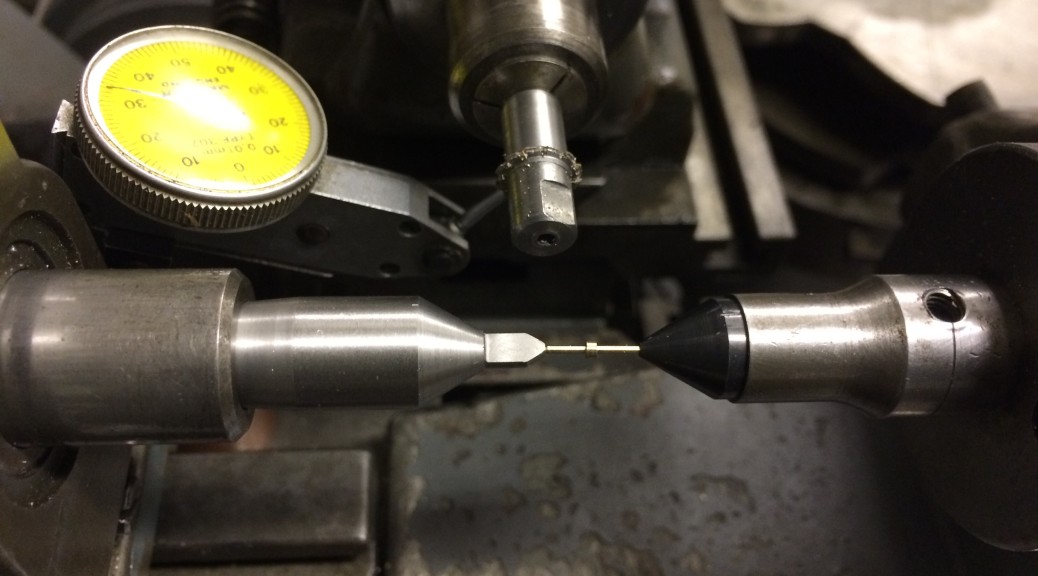
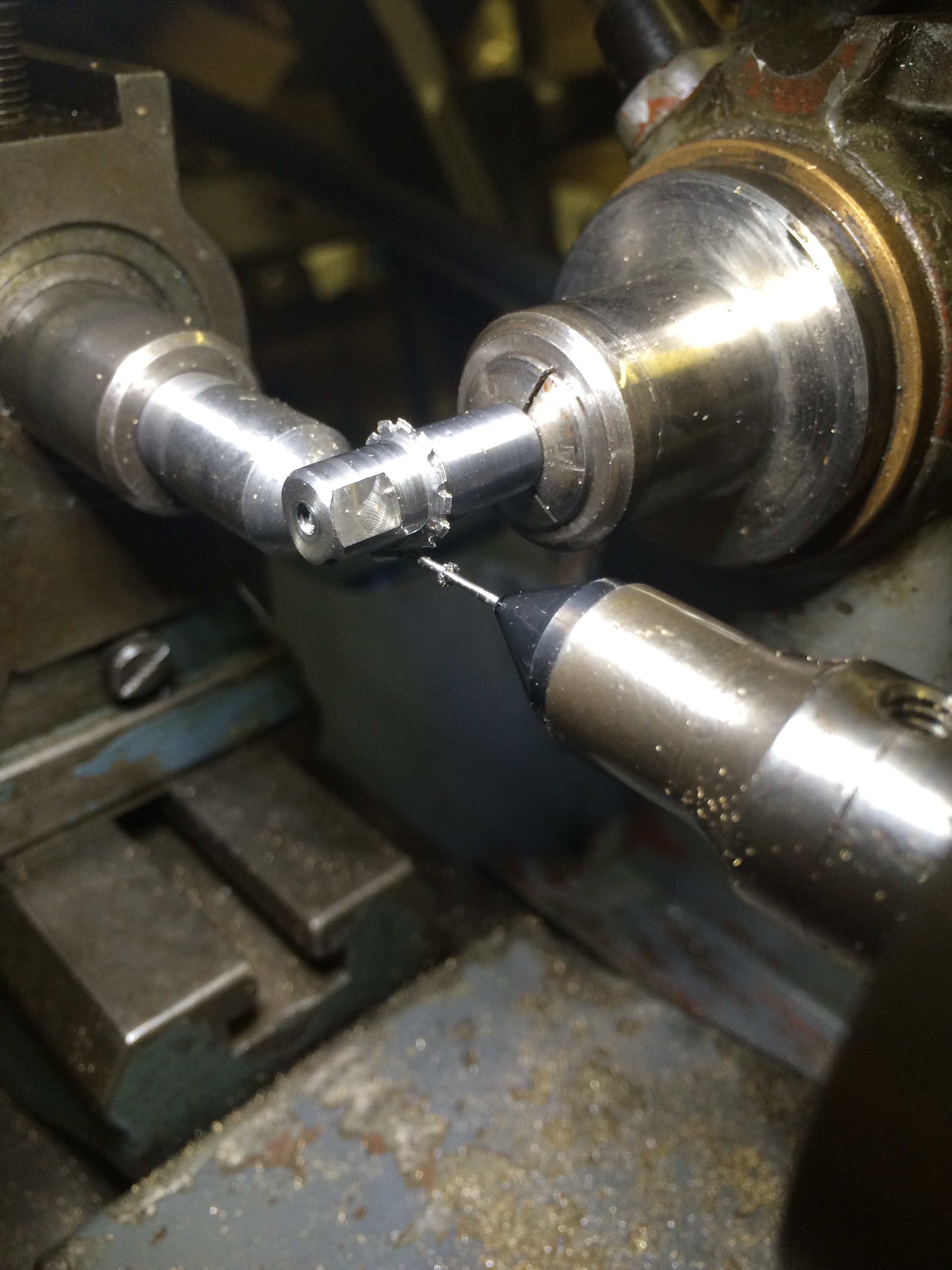
Next step was to get the tailstock centred and take some more test cuts between centres, still with the cutter axis locked. This did make extracting the pinion somewhat tricky but means I get accurate cuts, so this is a price worth paying until the uneven loves on the cam can be sorted.
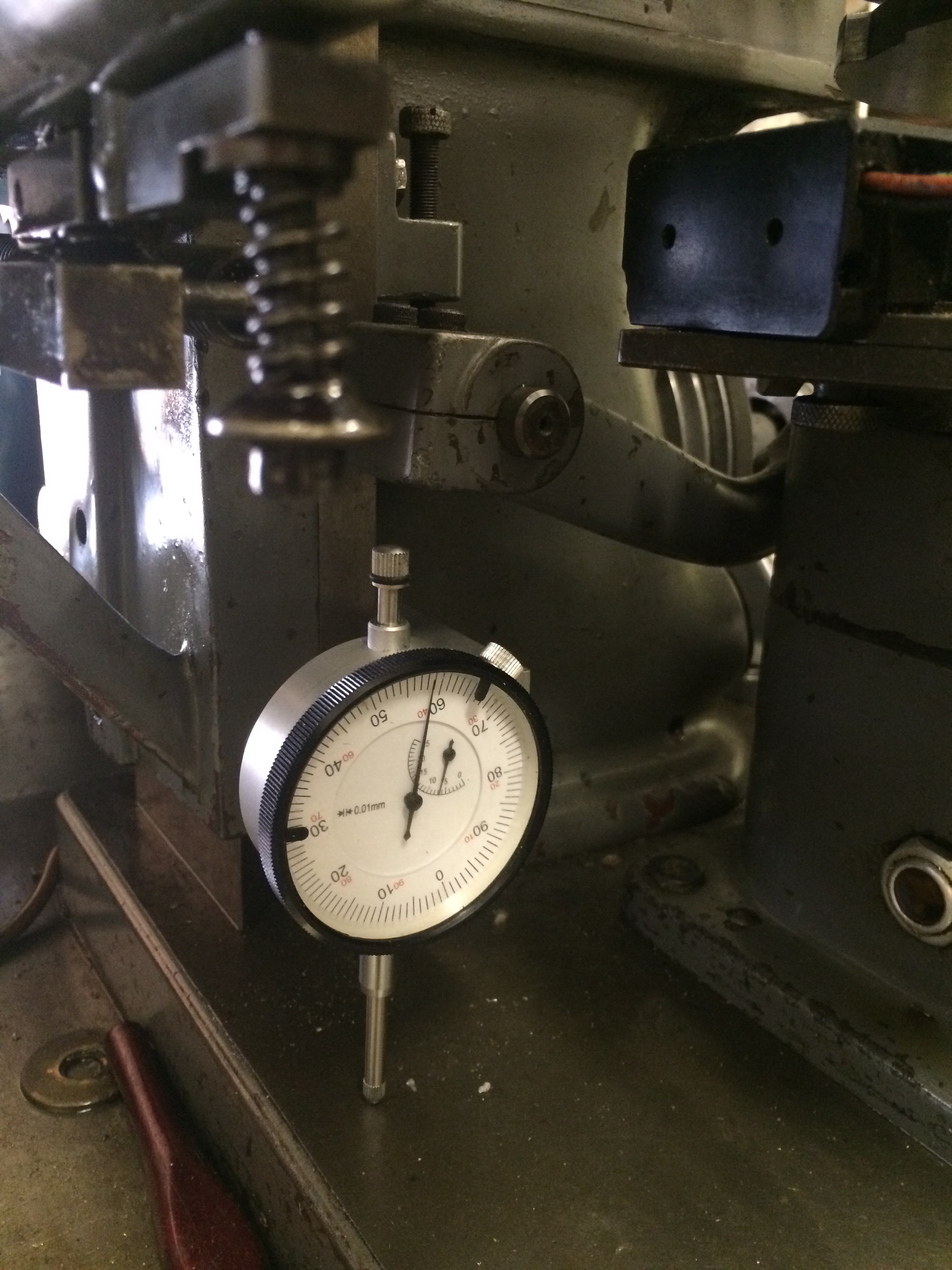
The tailstock was relatively far off centre to begin with and is still not quite there in the photo below, probably something like 0.01mm off. Adjustments were made with a dial indicator against the side of the centre so that the movement could be accurately measured.

Before trying a steel pinion, which would need multiple cuts at measured depths, I decided to add better control of the Z axis. My first attempt was to replace the current fine pitch screw adjustment with a micrometer head. I made up a bracket to hold this but then struggled to get it actually attached to the machine because of limited clearance. In the process of doing this I moved the cutter axis to get it out of the way. Eventually I opted for using the original screw but adding a dial indicator so that I could at least measure the changes being made with the screw:
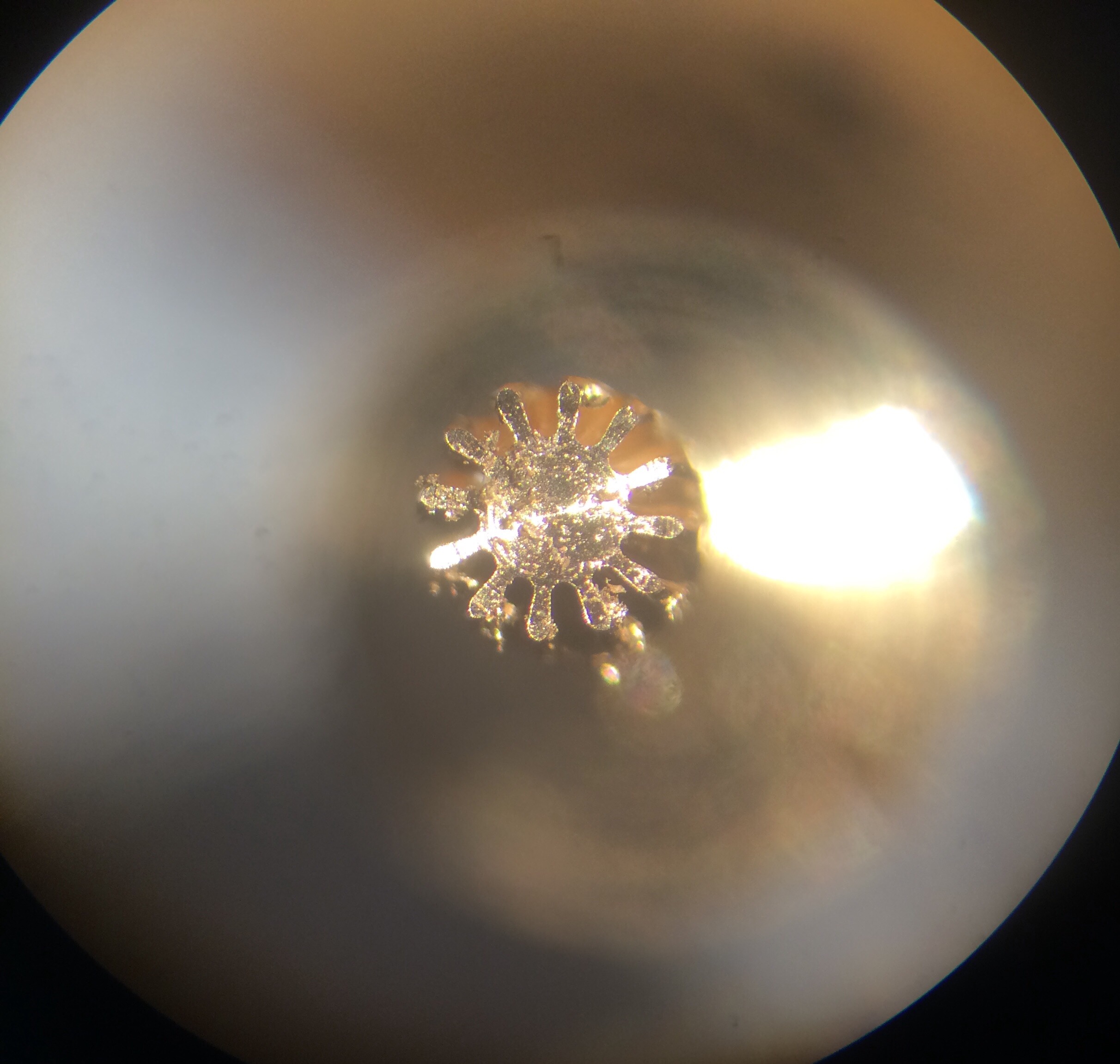
After realigning the cutter by eye, I made a test cut in brass. My guessed alignment turned out to be about 0.01mm off, so after a minor adjustment I had the machine ready to go. In the photo below the first cut is at 12 o’clock, continuing clockwise.
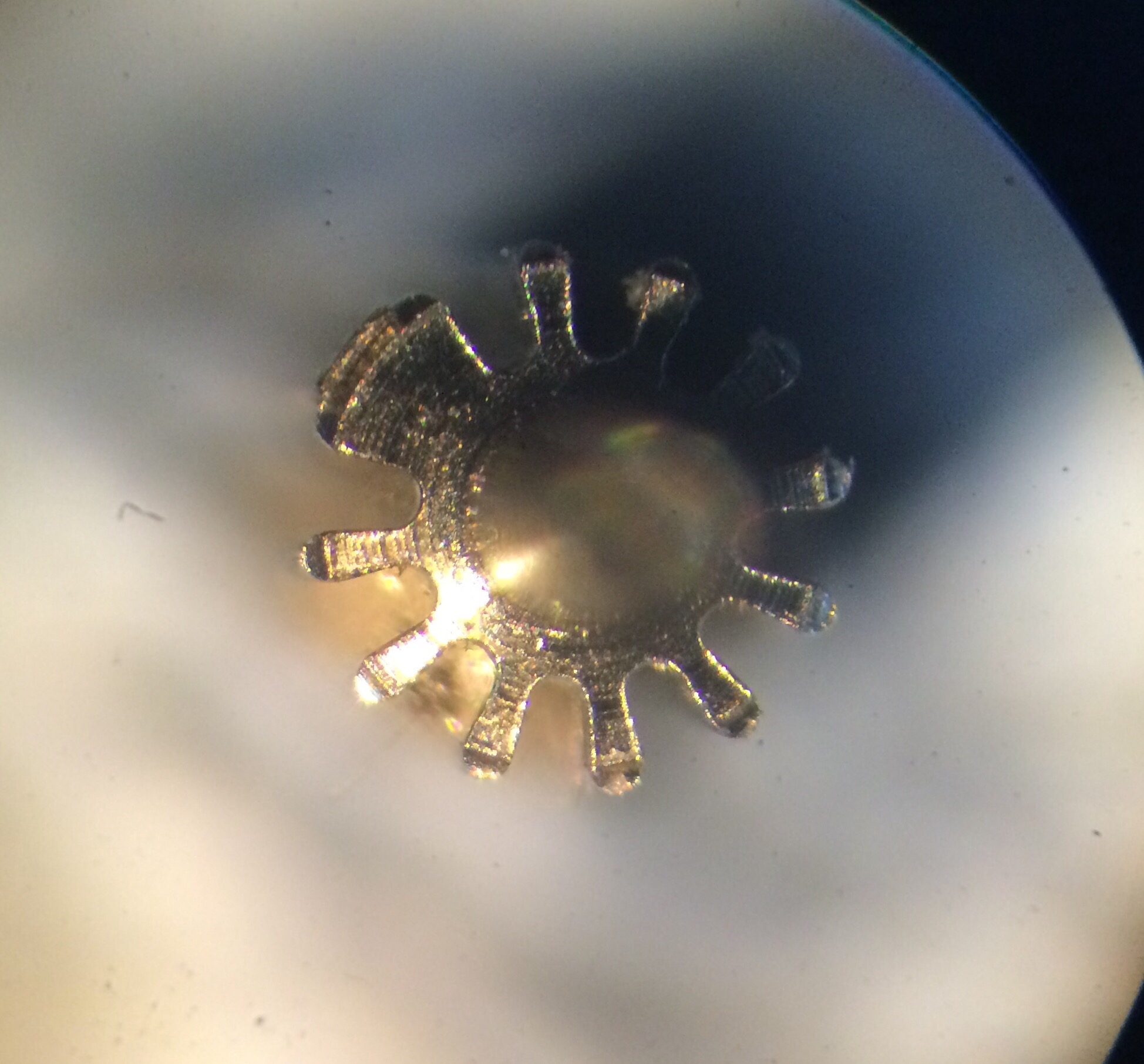
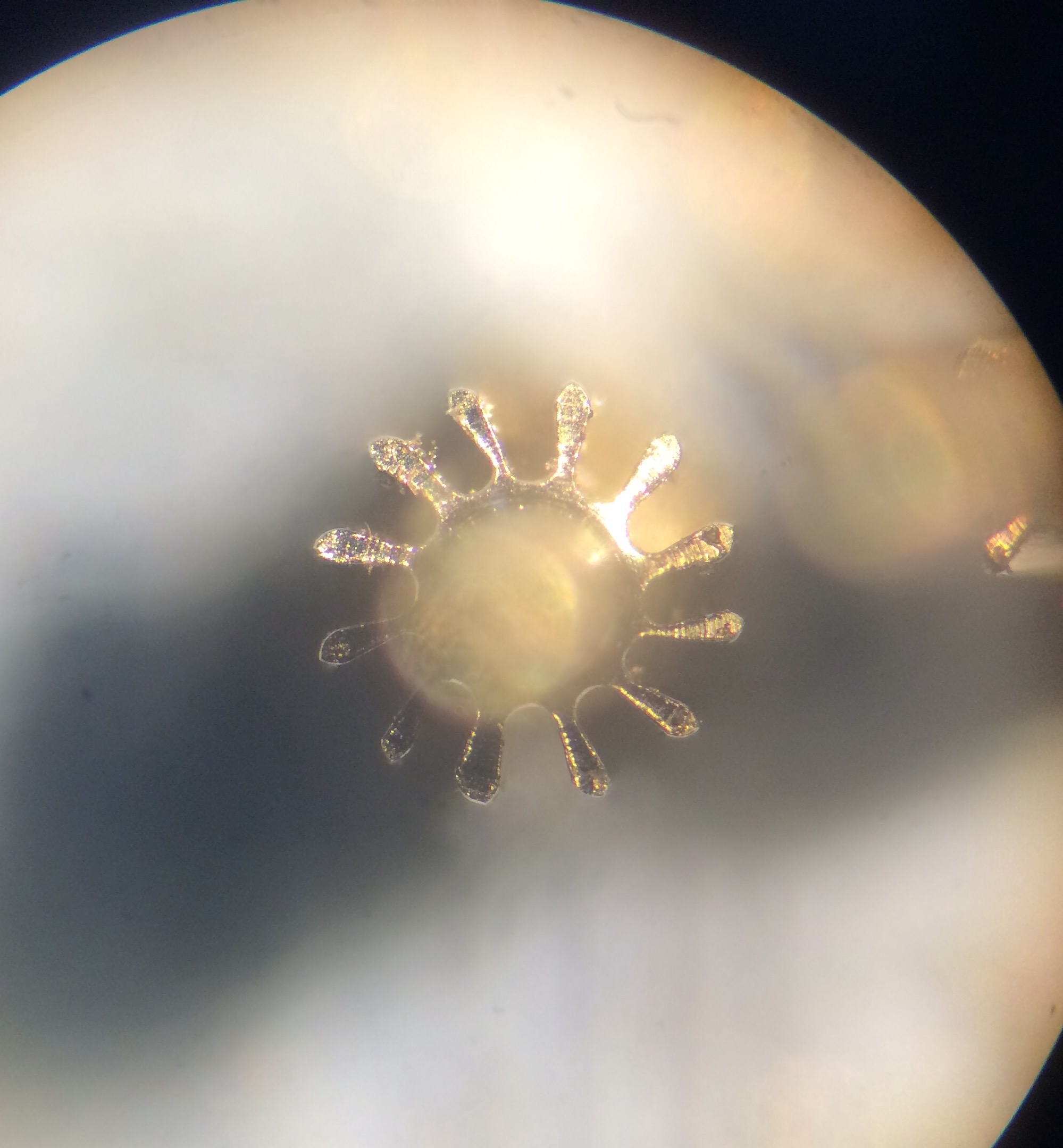
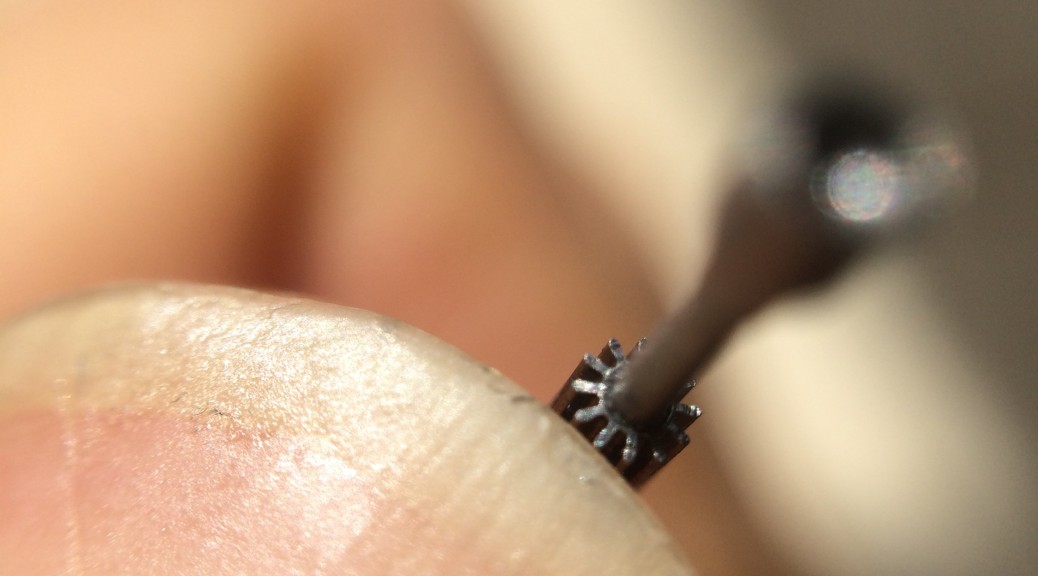
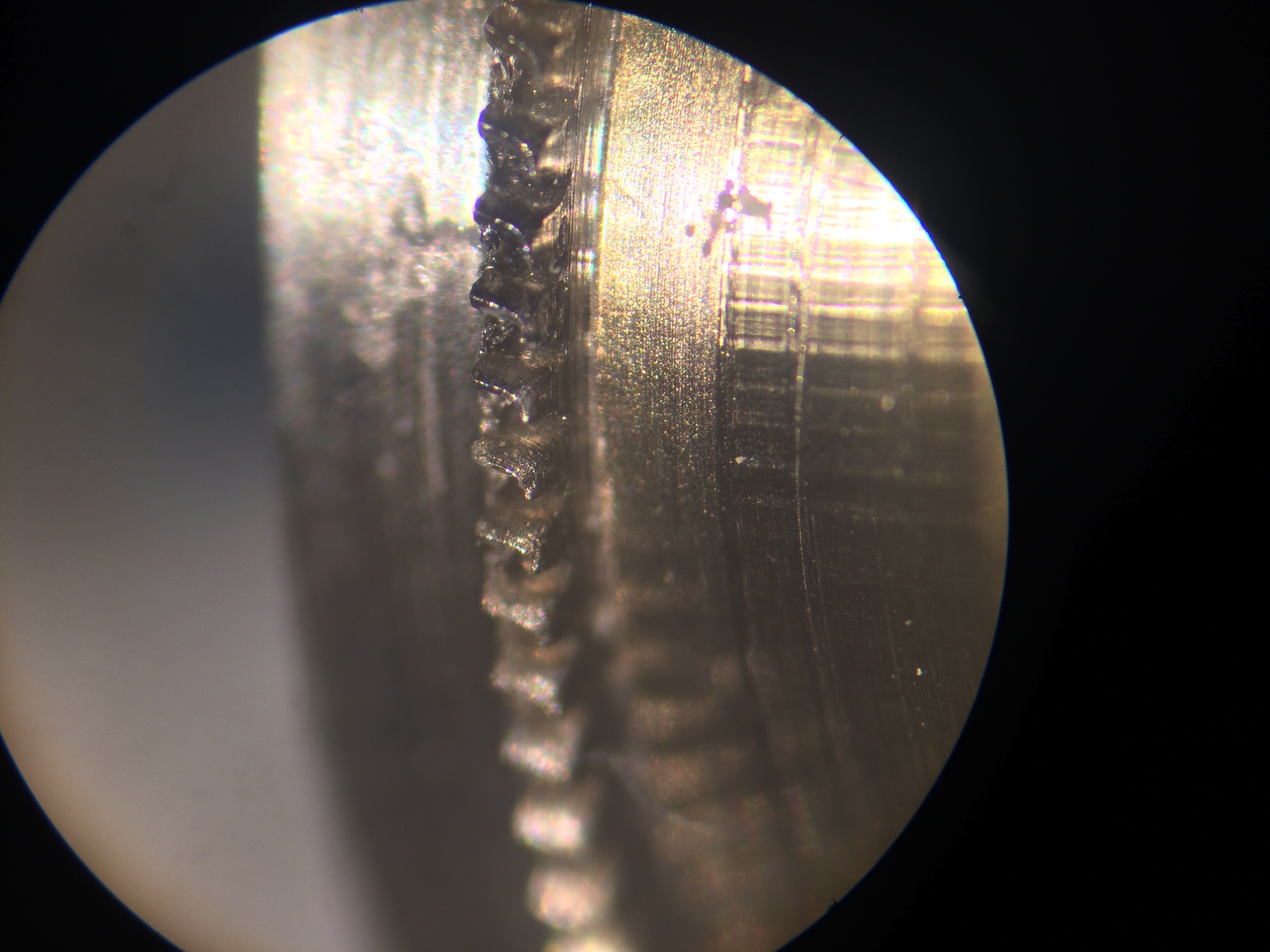
Then it was time to try cutting a steel pinion. The blank was prepared on the Schaublin 70 to fit between the centres, the depth of cut set at 0.1mm, the speed set to about 400rpm and the cutter and pinion blank covered in cutting fluid. Here it is after the third pass.
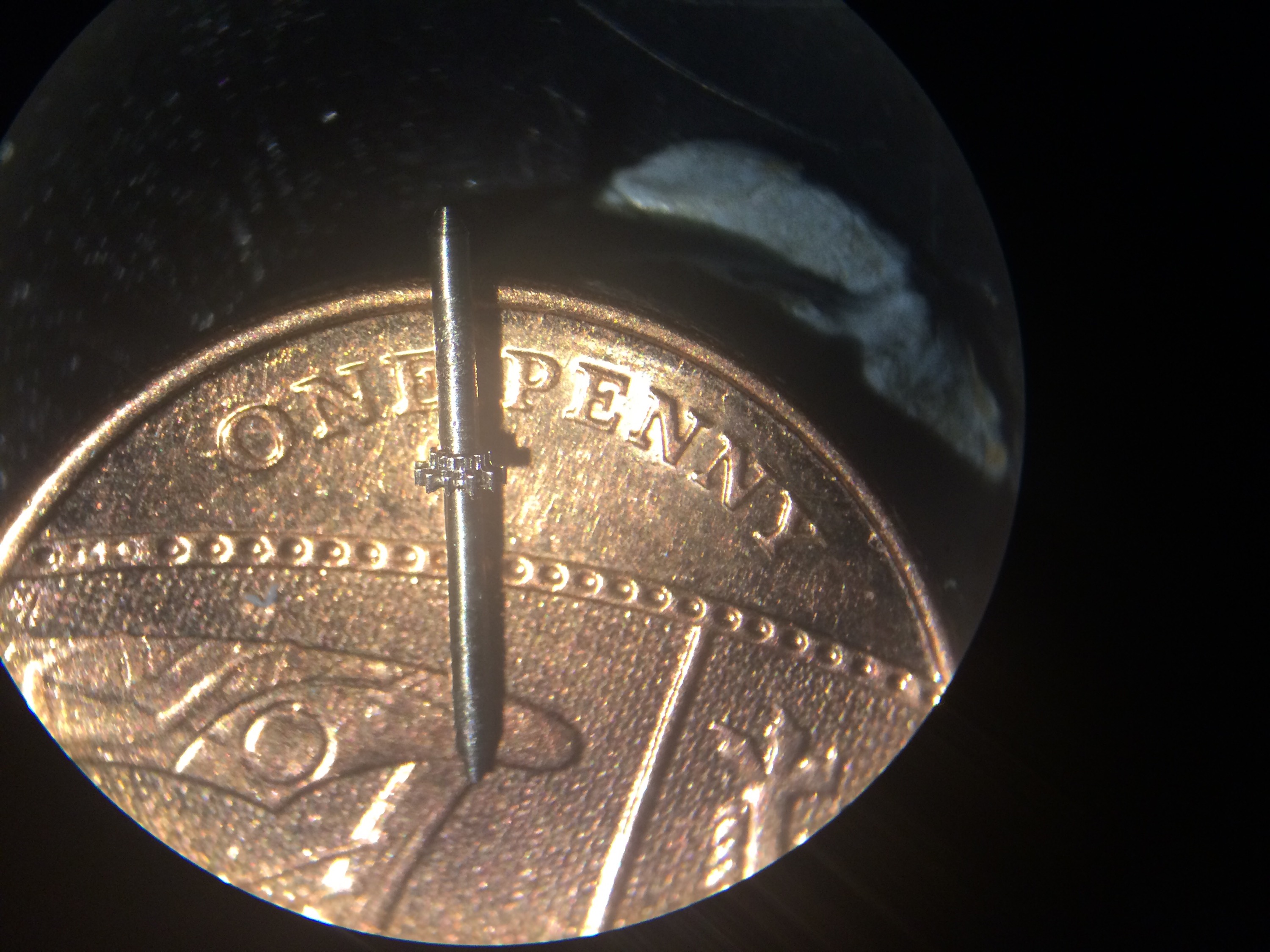
The result was very pleasing:


And sitting on a new penny for scale:
I now have a small USB powered pond pump that I plan to use for pumping a constant stream of cutting oil over the cutter when cutting steel. Ideally this would be powered from the Hauser itself so that it is only on when the spindle is powered, however adding this complexity this can wait.
Unfortunately the “I’ve done it” feeling was relatively short-lived… Once I’d made a few pinions for the 4th wheel I moved to making some for the 3rd wheel, which are a fair bit longer. This additional length made any offset between the tailstock and headstock much more apparent, resulting in helical teeth. To cut a relatively long story short, I eventually discovered that my female drive centre (described earlier in this post) had about 0.04mm runout, easily enough to totally mess up a 0.14 module pinion. I initially put this down to runout in the Hauser work holding spindle or the adapter that fits in the spindle to take W12 collets. However, after a period of about 2 months of inactivity in the workshop (but a fair bit of thinking about the problem), I took the centre and put in back in the Schaublin 70 to check whether the runout was an artefact of the centre or the Hauser and it was very obvious that the centre was at fault. Time for a new female drive centre.
Making pinions
Various texts describe pinion making as being tricky, requiring a very rigid setup to have a chance of success. The Aciera F1 is provides just such a setup.
The first pinion I cut was for the third wheel. This is a very short pinion but I decided to only turn down one end of the O1 bar, leaving the end that was held in the collet as thick as possible to increase rigidity. Since the indexing head on the F1 only had a male centre, I left a long pivot and drilled a small hole in the end to be supported by the male centre.

The F1 was prepared for pinion cutting by centring the indexing head on the cutter:
And aligning the male centre:

The blank was transferred to the F1 for the leaves to be cut. The full depth of 0.41mm was reached in four cuts, feeding using the leadscrew as recommended in the J Malcolm Wilde text.

Third wheel
The third wheel is the smallest in the going train of my watch, with 90 teeth. The process for making this was:
1. Cut a wheel blank out of 0.2mm titanium sheet.
2. Attach the blank to a brass wax chuck with superglue and turn down to the wheel full diameter on the Schaublin 70 lathe.
3. Set up the Aciera F1 so that the end of the electronic indexing spindle was facing the horizontal spindle so that the 5 circles could be cut Continue reading Third wheel
Materials
My choice of materials is likely to be different to most. I have a fascination with titanium, for no particular reason other than liking the appearance and weight.
My first experience of machining titanium was a commission from a friend: I mentioned to him that I fancied making something from titanium, in response to which he asked me to make him a wedding ring. My first attempt (which turned out to be too large) was in grade 5, the final ring Continue reading Materials
Barrel
This is the first component I started to make for this design of the watch. The barrel itself is relatively simple, the complicated part I think will be making the arbor. I have chosen to make it out of commercially pure grade 2 Titanium; this grade has been chosen as I believe it is easier machining than the commonly-available grade 5.
I put a length of 16mm diameter titanium bar in the Hardinge and faced the end perpendicular. This face will be stuck to the ‘wax’ chuck with superglue so needs to be flat. A few blanks were parted off at 2mm thickness ready to be turned to size on the Schaublin 70.

I was very pleasantly surprised to discover how well the grade 2 machined with a sharp HSS cutter. I have previously worked with grade 5, which I remember as requiring more careful handling.
The titanium blank was then stuck to the wax chuck with superglue ready to turn the outside to size for the tips of the teeth and turn a shoulder so that the body has a smaller diameter than the teeth. At this point I had two choices:
A. Centre drill and bore out the inside to size for the main spring, make a 5 degree undercut lip into which the lid will snap and bore the arbor pivot to size; or
B. Move the wax chuck to the Aciera F1 and start cutting the teeth.
Instinct told me that option A was the better one in terms of maintaining concentricity by minimising transfers between machines, however eagerness got the better of me as I was keen to make my first attempt at cutting teeth.
The Aciera F1 was set up for wheel cutting using the electronic indexing head (see here and here for more details).

The indexing head was checked for alignment with the mill X axis and centred relative to the cutter, then it was ready for cutting teeth:


After successfully cutting all 96 teeth in two passes (0.25mm and 0.16mm depth to minimise the load on the cutter) the barrel on its wax chuck was returned to the lathe for boring.
However, it was at this point that I discovered an earlier error that would consign this barrel to the scrap bin: I did not measure the thickness of the blank accurately before attaching it to the wax chuck. The problem then was that I couldn’t determine the thickness of material remaining during boring. In an attempt to rectify this error, I used a left hand turning tool to cut a groove behind the barrel, gradually widening it until I was cutting superglue and titanium instead of brass. A good plan in theory, however theory didn’t match reality and I ended up bending many of the teeth on the barrel:
Next time I shall use a micrometer before getting the superglue out.

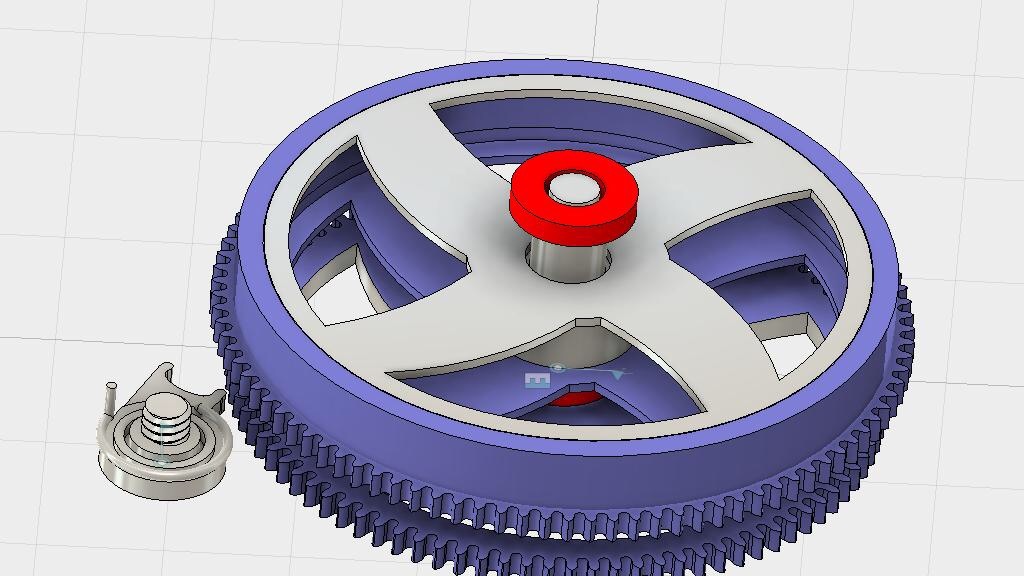
Balance wheel
The design for the balance wheel follows that in Watchmaking quite closely, with the exception of the spokes. I may yet give it more traditional spokes, however when I did this design I had recently tried sawing and filing a wheel with traditional spokes and did not want to do that again.
The timing of the balance can be adjusted by rotating the four eccentrically mounted weights on the wheel.
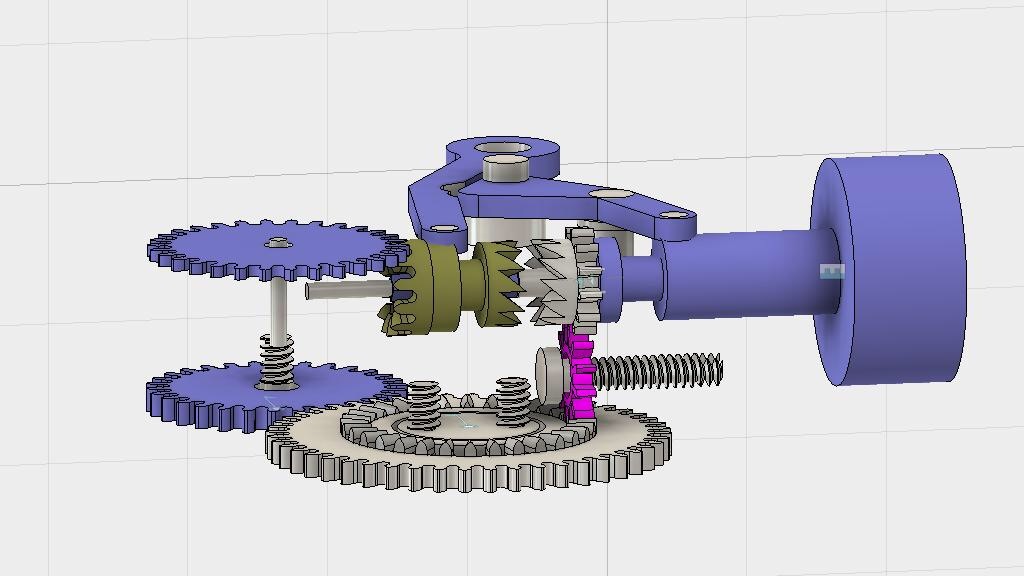
Keyless works
One of the more complicated sets of components to model in CAD was the keyless works. It seems like a crazy arrangement just to allow the user to wind or set the watch, requiring 8 or more individual parts, but until I can work out a robust and reliable alternative I shall stick with this.

Making parts
It’s a small step forward but it feels like I’m making some progress – I’ve made a punch and die set to cut wheel blanks.
The idea of cutting lots of circles from thin titanium by hand didn’t appeal, so I made a punch and die from tool steel. The steel turned surprisingly easily with a satisfyingly good fit between punch and die. The parts were then hardened by heating with a small blow torch and quenching in cooking oil. The punch Continue reading Making parts