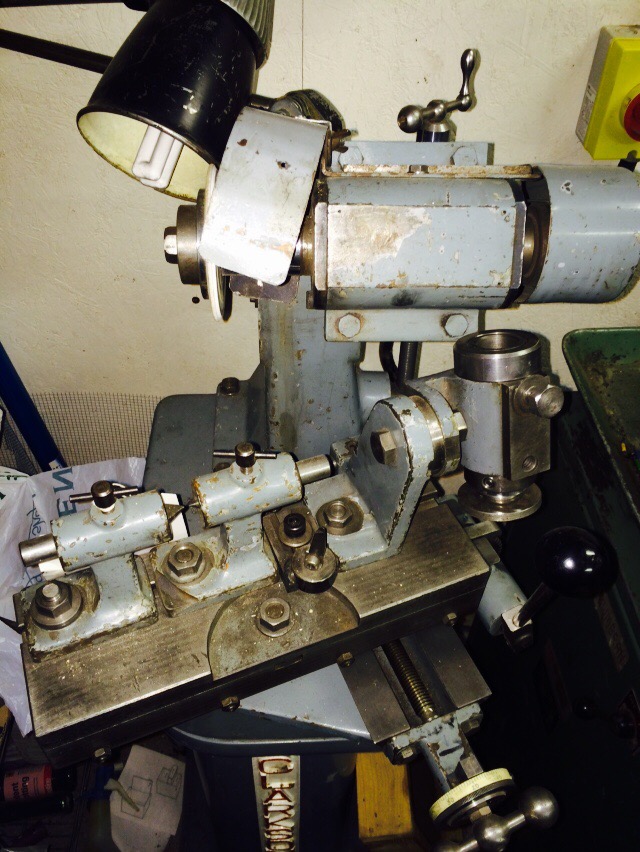
I’ve had the slotting head for the Aciera F3 for a few months but haven’t used it yet, mostly because I haven’t had any tooling or tool holders for it. Now I want to cut an internal key way to fix a wheel onto its shaft, so it was time to make some tooling.
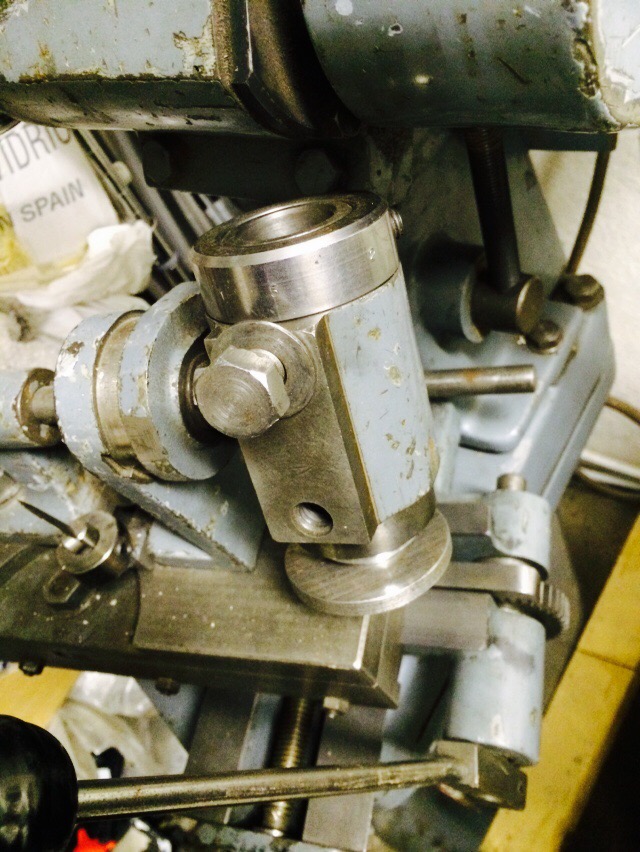
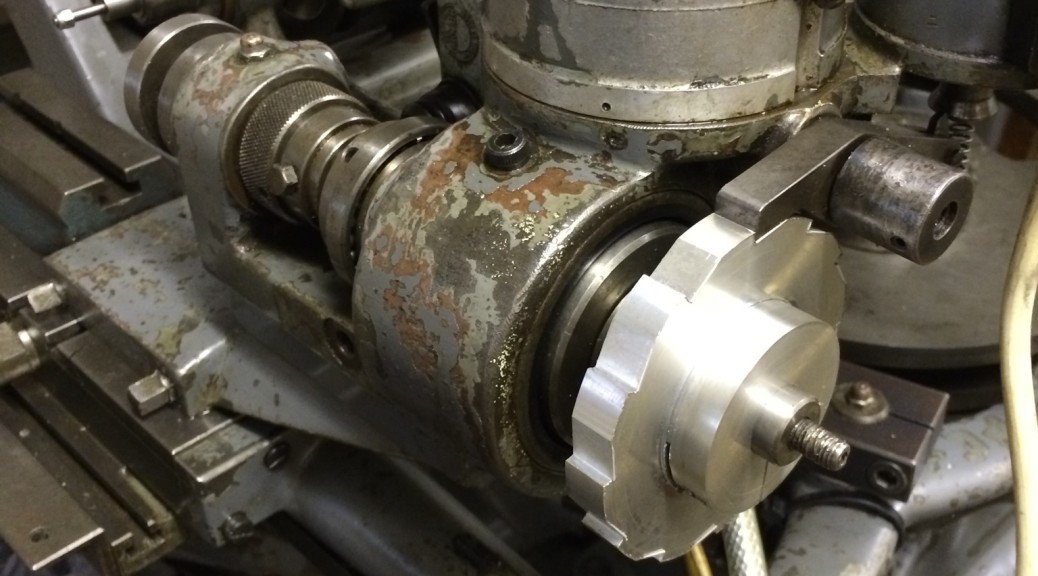
The slotting head has a 12mm hole for a tool holder but I didn’t have any 12mm diameter steel, so I started with a 16mm bar. The result is shown below. From left to right: parallel 12mm shank to fit in head; 16mm collar; top end of the 4mm slanting hole for the cutter, tapped for a 5mm grub screw so that the amount of protrusion of the cutter can be adjusted by pushing it out; head of 5mm grub screw for clamping the cutter (this does go below the surface when tight).

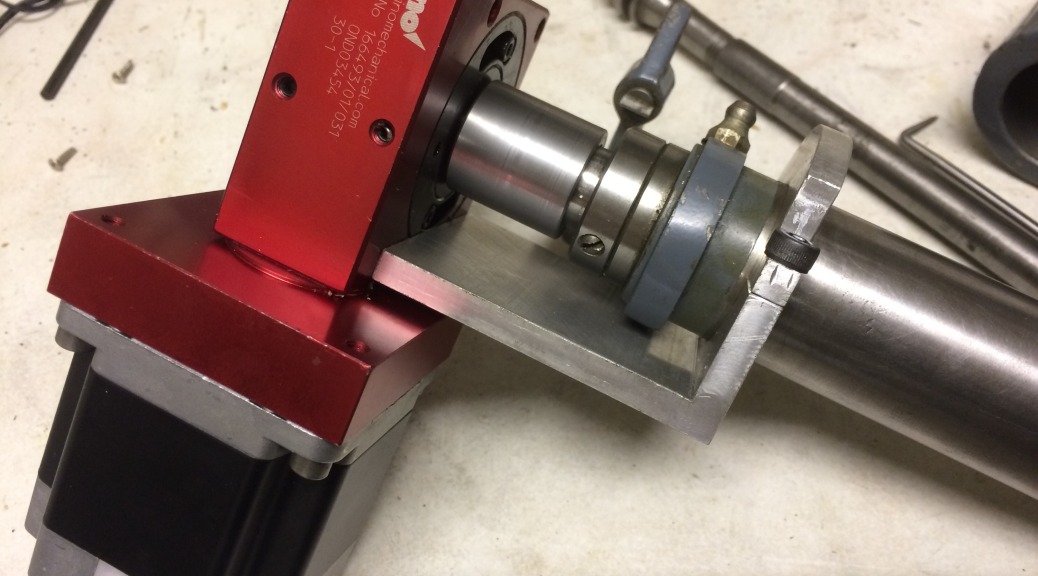
4mm diameter tool steel bar held in the holder, from which I shall grind or mill a cutter for a piece of 1/8″ square section key steel.

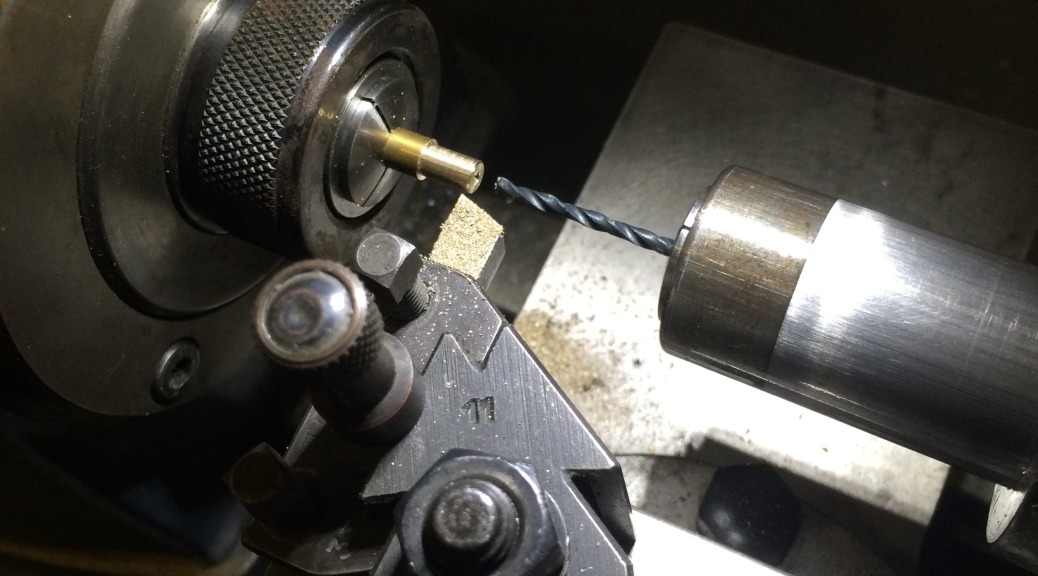
It’s certainly not the neatest tooling I’ve ever made, not helped by the design of my dividing head (in which I’d planned to hold the piece on the mill while drilling the various holes) not allowing me to hold the piece in a collet, since the draw bar would foul the table [correction: I later discovered that the drawbar can be removed once the collet is secured, so I could have used the dividing head]. There was also insufficient clearance under the vertical head to allow me to use a chuck on the dividing head, so the piece was simply held in a vice and all angles set by eye.