The Hauser 333 was made for cutting gears for street lamp timers, or so I have been told. It does this by having a ratchet wheel with the appropriate number of teeth attached to the workpiece spindle. A worm drive motor is constantly trying to rotate the workpiece spindle spindle through a clutch. The clutch slips until a solenoid releases the pawl, allowing the ratchet wheel to rotate until the pawl catches on the next tooth.
When it arrived in my workshop it had a ratchet ‘wheel’ with only 3 ‘teeth’. 
I want to use it for cutting pinions and perhaps also wheels for my watch, so it needs a new ratchet wheel. My watch design uses mainly 12 leaf pinions so I want to make a 12 tooth ratchet wheel first.
I started by turning a blank, using a piece of aluminium bar large enough to make two ratchet wheels. I’m hoping I won’t regret using aluminium; I don’t think the ratchet wheel will get enough wear that accuracy of the pinions will suffer.

I copied the original wheel, with a 16mm hole to fit the workpiece spindle. There are two slits to allow the clamping of the wheel boss onto the spindle and a tapped hole for the clamping bolt.

I managed to set up the Tom Senior mill to cut most of one of the slits, the rest will have to be done by hacksaw since I don’t have a machine set up that could do it (the milling spindle on my Schaublin 70 would, but clamping the blank wasn’t going to be easy). Then it was back onto the lathe to part off the blank.
A bit of work with a hacksaw and then the blank could be mounted on a piece of 16mm bar for tidying up on the lathe:
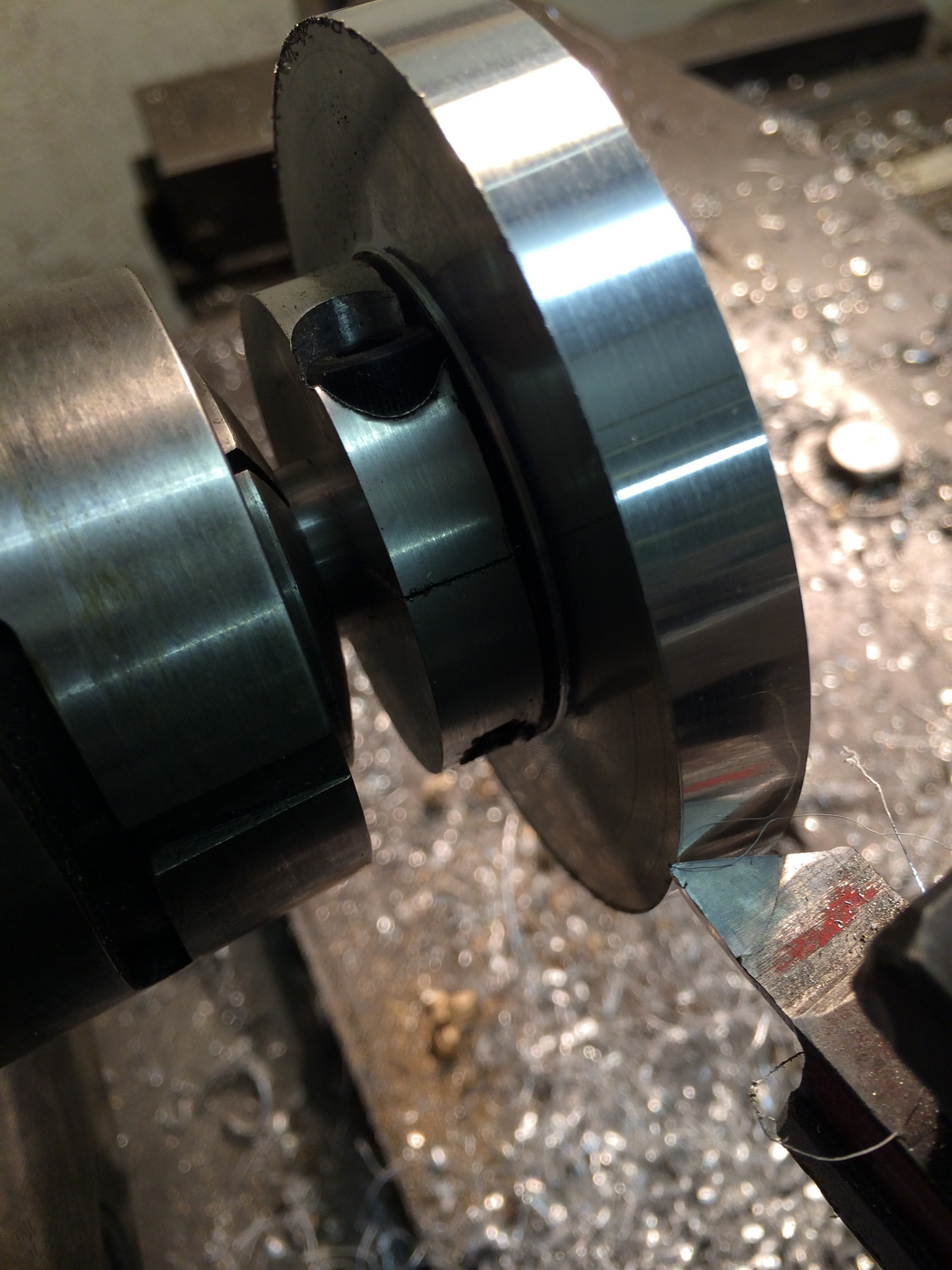
Once the outside was concentric with the 16mm bar, the bar went back in the dividing head on the mill. The original ratchet wheel was clamped onto the same bar so that the cutter could be brought to the same offset and height ready for cutting the teeth:

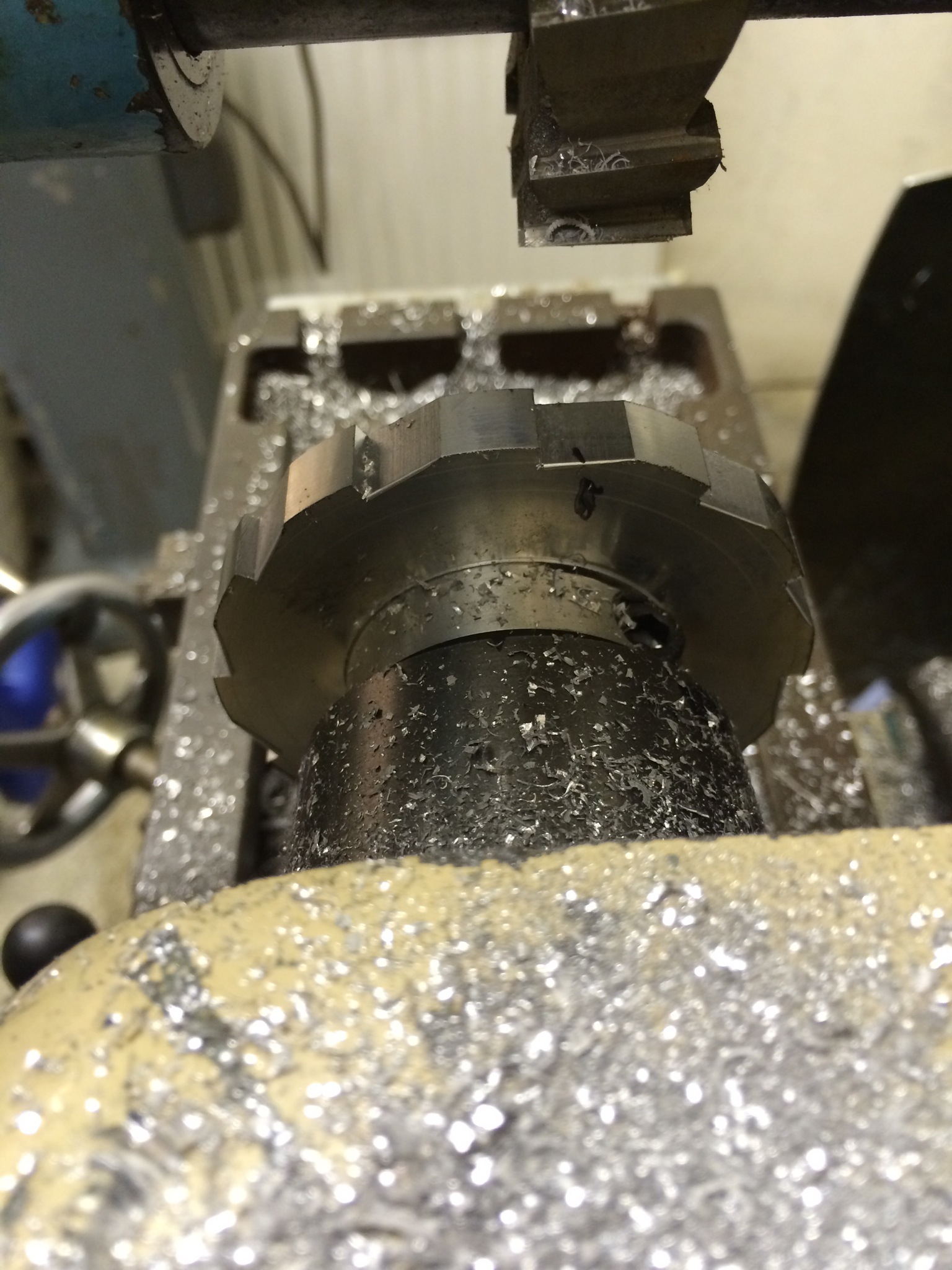
The process of cutting the teeth was quick, straightforward and satisfying.
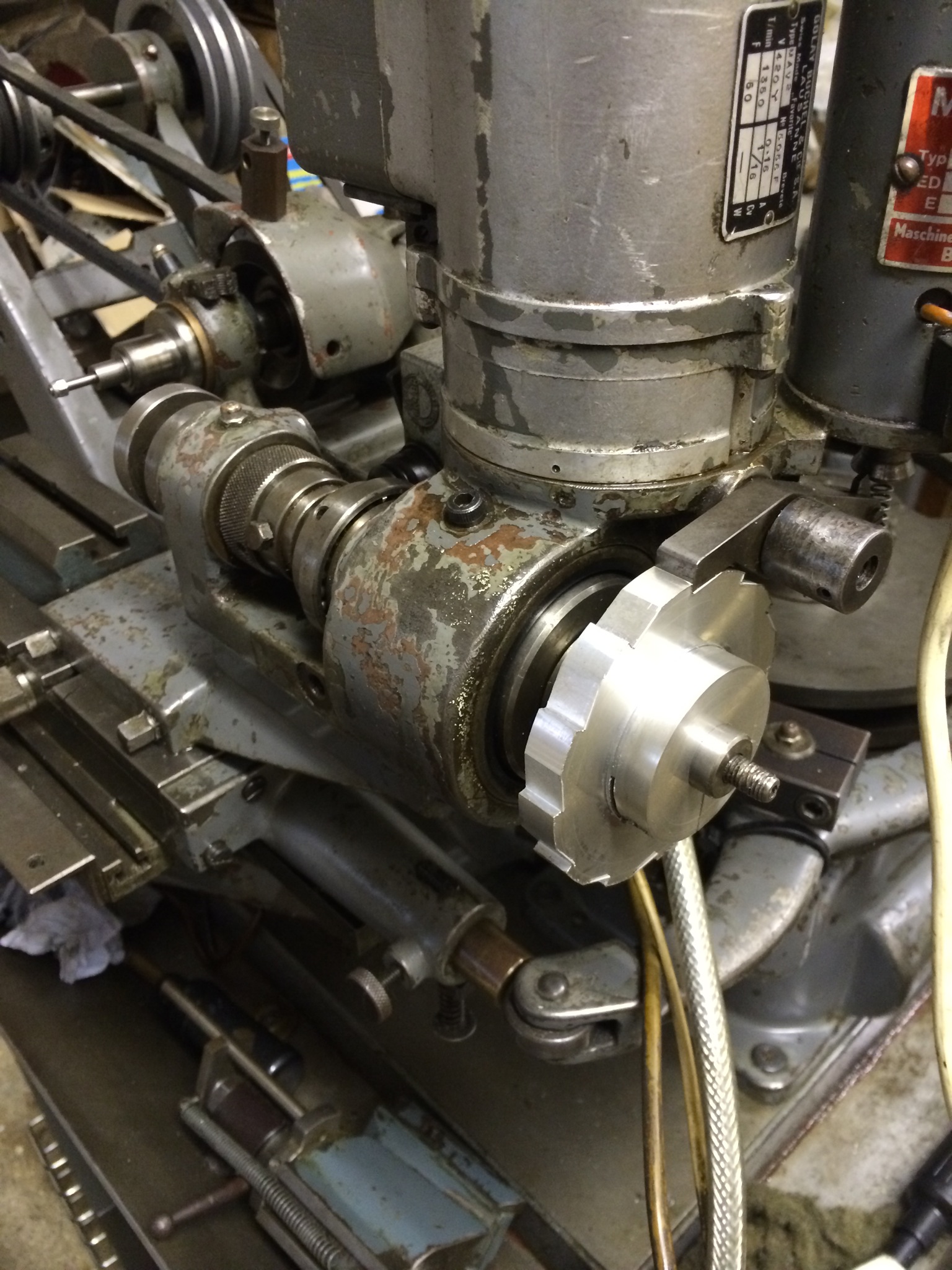
Finally, the new wheel is mounted on the Hauser 333. The test run went perfectly, after which I connected up the belt on the cutter headstock. All the remains is to make up a cutter arbour, mount a micrometer head on the Z axis for accurate control of the workpiece height, and then to work out whether the movement of the cams will do exactly what I want.