
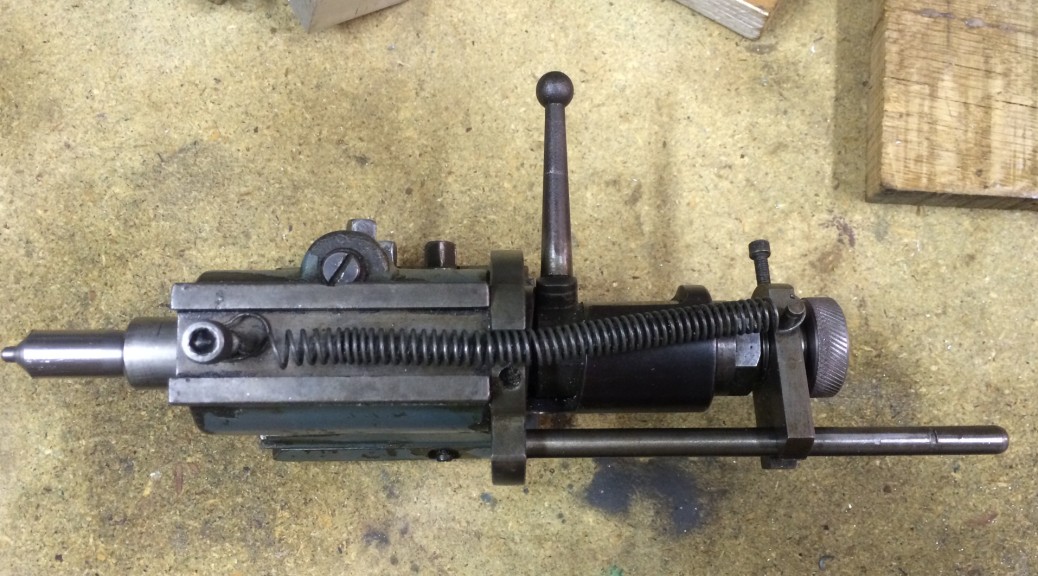
The Hauser came with a tailstock (adjustable in both height and Y position) but with no centre. I had tried various centres in it, including those with small Morse tapers and the Schaublin 2 degree taper, but none fitted. Time to make my own.
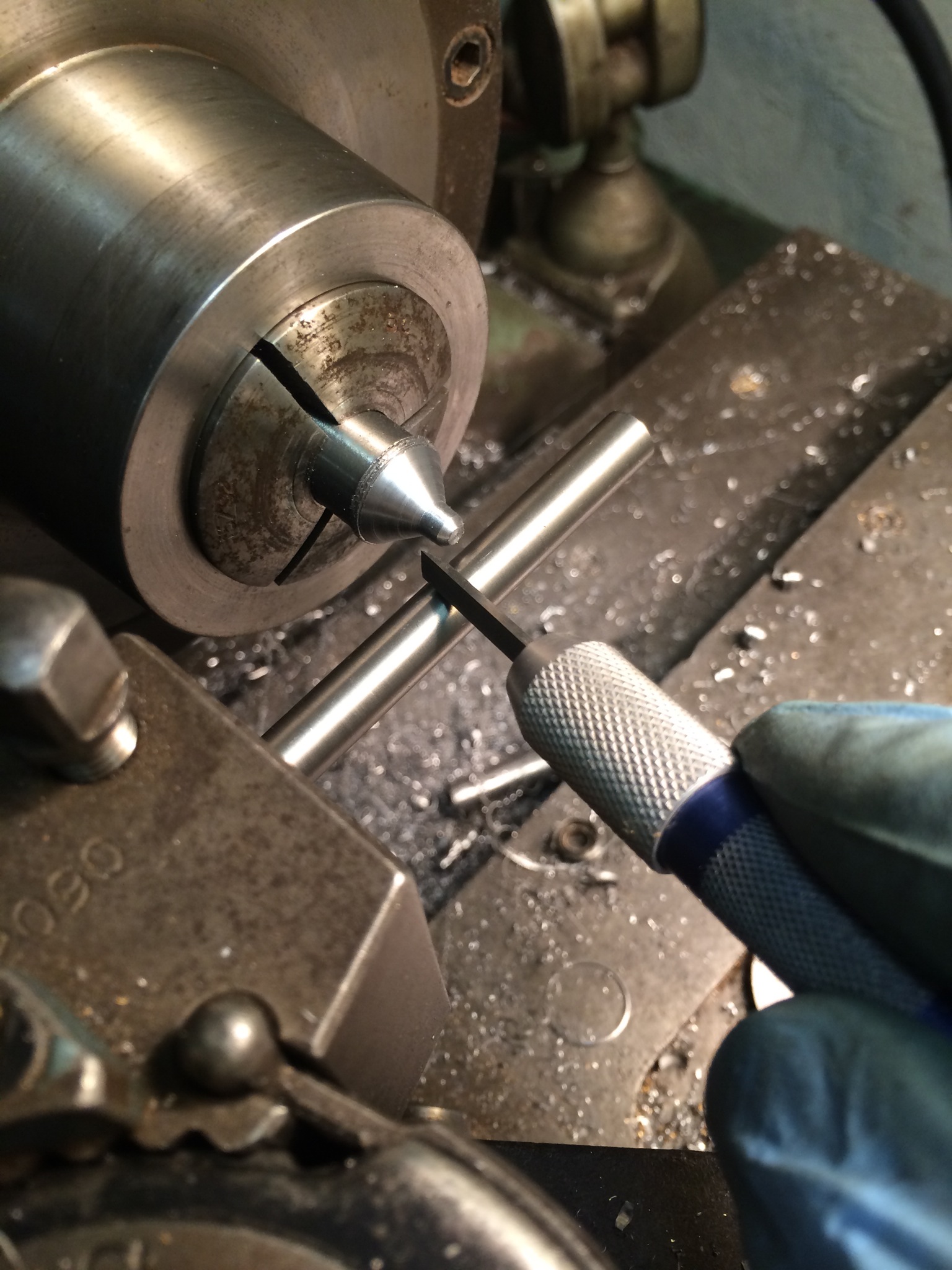
I’m sure there must be a good way to copy an internal taper but I opted for trial and error. My Hardinge lathe has a taper-turning attachment that makes it easy to adjust the angle of the taper being turned. I started with the taper at 4 degrees from the axis, which turned out to be insufficient. A fair bit of trial and error later, offering the tailstock to the taper, and I found that 10 degrees was very close. The final adjustments were checked using micrometer blue (a very thin layer of dye) on the centre, turning the tailstock so that it removed some of the blue at the points of contact.
Somewhere I have read about the maximum angle of taper that it self-holding and 10 degrees seemed to be well above it, so I decided that it needed a drawbar to hold it firm. This meant drilling and tapping the end of the centre before parting it off the bar stock.
The point was turned by reversing the centre in the collet (I had left a length of parallel-sided bar for this purpose), before making a small hole in the centre with a graver to give me a female centre. This was harder than it looked, partly due to not being used to turning using a loupe.
The final stage was to make the drawbar. The bar itself is 6mm tool steel, threaded on both ends. In an ideal world I would have made the drawbar a snug fit inside the bore of the tailstock but that measured about 7mm and the idea of turning a 150mm or so long 8mm bar down to 7mm didn’t appeal, so I used the 6mm bar and turned a spigot on the nut to centre it. The nut was knurled for better grip – knurling is something I could do with practising, however that can wait as I’m not convinced it’s very kind on the lathe feed screw due to the pressure involved.

The Hauser is finally getting close to being ready to cut pinions.
